




石塑地板SPC地板生产线介绍和可行性报告

一、石塑地板、SPC(SCB)、MCB地板描述:
石塑地板(SPC地板)是由挤出机挤出PVC的基材,用四辊压延机组,分别把PVC彩膜+PVC耐磨层+PVC底膜,一次性压贴复合而成的产品,工艺简单、贴合靠热量完成,不含胶水。石塑地板在由挤出机挤出,在线实现表面覆膜工艺后,再经过多片锯分切(因为长度已经固定,只需要纵向多片锯),然后纵横向开槽,再表面油漆UV(一般做两个道)最后包装入库。在此分段介绍主机及其功能。
SPC地板材料使用环保配方,不含重金属、邻笨二甲酸脂、甲醛等有害物质,符合EN 14372、EN 649-2011、IEC 62321、GB 4085-83标准。
石塑地板成品尺寸范围
|
长度 |
950、1220、1850mm |
|
宽度 |
125-200mm |
|
厚度 |
4-8mm |
成品公差
|
长度 |
±0.25 mm |
|
宽度 |
±0.025 mm |
|
直线度(香蕉形) |
纵向---- ±0.08 mm/ 1000 mm |
|
直角度 |
±0.03 mm/ 205 mm(板长/板宽>5) |
|
拼缝高低差(采用模板) |
±0.03 mm |
|
配合公差 |
±0.05 mm |
SPC地板密度:1.9~2.1吨/立方米;
SPC地板收缩率:≤1‰(经过回火处理);
:≤2.5‰(没有经过回火处理);
★收缩率测试标准:80℃,6小时的标准。
SPC地板优点:SPC地板物理指标稳定可靠、化学指标符合国际、国家标准!
SPC地板缺点:SPC地板密度大、重量重,运输成本高!
生产SPC地板与WPC地板比较:SPC地板加工、制造工艺简单!
二、生产SPC地板的工艺流程:

工序1:混料
根据第五点原材料按照配比,倒入→高速混合机热混(热混温度:125℃左右,作用是各种材料混合均匀,排除材料中的水份)→进入冷混(给物料降温,防止结块和变色,冷混温度:45℃左右。)→通过冷却混合均匀的材料;
工序2:挤出
加入双螺杆挤出机,进行加热挤出→进入客户选择的片材模头来挤出成型,成型的片材经过四辊或者五辊压延机,基材进行定厚→贴彩膜→贴耐磨层→压花(同步对花)→冷却→切割;
工序3:UV
两遍UV
工序4:分切+开槽+贴静音垫+包装
分切→开槽→贴静音垫→检验→包装。
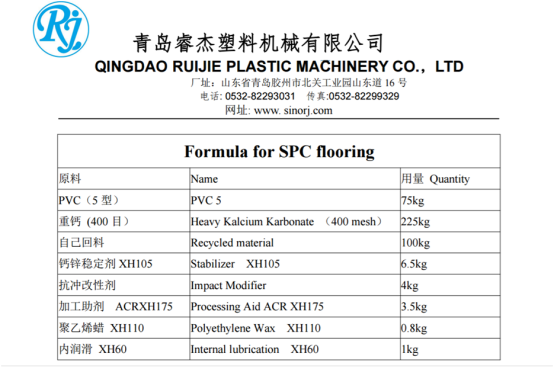
三、SPC地板的成分、配比:
四、SPC地板成本核算(配方成本依2600元/吨计算):
1、4mm厚度SPC地板重量:厚度4.0mm×密度2.0=8Kg/㎡,
以配方成本2.6元/公斤×8公斤=20.8元/㎡
2、PVC耐磨层2元/㎡+彩膜4元/㎡=6元/㎡(耐磨层厚度:0.3)
3、开槽:2-3元/平方;
4、专利费:__元/㎡
5、包装:1.5~2元/㎡
6、UV:1+人工1元/㎡=2元/㎡
7、综合人工:2-3元//㎡
合计:36元/㎡(不含出口锁扣专利费)
五、SPC地板效果:


六、SPC地板生产设备介绍
|
序号 |
机型 |
主电机 |
产量 (吨/天) |
以4mm厚地板,30丝耐磨层 |
每天工人工资(2人2班) |
每天电费 |
每天螺杆更换费用 |
每平方费用 |
|
1 |
SJSZ92/188锥双石塑地板生产线 |
110kw
|
12-14吨 |
1500-1875平/天,平均1700平/天, |
800元
|
以110kw主机算总功率 230kw*0.8*0.7*24=3091元 |
3个月更换一次,7.5万/75天=1000元 |
2.88元/平 |
|
2 |
SJSZ110/220锥双石塑地板生产线 |
185kw
|
28-30吨 |
3500-3750平/天,平均3625平/天, |
800元
|
以185kw主机算总功率 330kw*0.8*0.7*24=4435元 |
2个月更换一次 15万/50天=3000 |
2.27元/平 |
|
3 |
SJSP115平双石塑地板生产线 |
75kw
|
20-25吨 |
2500-3125平/天,平均2800平/天, |
800元
|
以75kw主机算总功率 200kw*0.8*0.65*240=2496元 |
6个月更换一次 11万/150 =734元 |
1.43元/平 |
说明:1. 费用核算以生产线单台的人工、电费和螺杆更换的费用平均到最终每平方地板的费用;
2.若考虑每平方地板人工、电费和螺杆使用情况,建议选用115平双。
七、一套SPC地板生产设备及相关辅助设备设施的总投资:
整线流程:
A.基板挤出机:自动上料机-混料机-自动上料机-SJSZ92/188(SJSP115或者SJSZ110/220)挤出机-模具-同步对花四辊压光机或者五辊-冷却托架-对辊牵引机-横切机-堆料台-破碎机-磨粉机(生产线80万-180万,混料机25-50万,破碎机5万,磨粉机8万,总计120-240万)
B.油漆线UV:增加耐磨性(一般做两道)(36万 )
C.纵向多片锯:分切(10万)
D.开槽设备:纵向输送皮带机˃纵向铣˃纵向刷灰机˃过渡皮带机˃横向双端铣(180-400万,含吸尘装置和刀具)
F.包装设备:贴静音垫设备+人工套纸盒˃套膜封切机˃辊台˃热收缩机˃冷却辊台(35万)˃带翻板堆垛(40万)
合计总价: 含税不含运费人民币400-600万左右
八、设备用电及场地要求
(1)基板挤出机总功率:约300kw-500kw, 后段配套设备总功率:约400kw。
(2)场地要求:基板挤出生产线场地长度60米,宽度10米,后段设备场地长40米,宽15米。
(3)操作人员:12-13人(基板挤出生产线3人、分切4人、开槽1-2人、包装套盒2人,成品堆垛2人)
九、主要设备介绍
1) SRL-Z800/2500混料机,主电机110kw,变频调速;
SRL-Z1000/3000混料机,主电机160kw,变频调速;
SRL-Z1500/4500混料机,主电机225kw,变频调速;

2) SJSZ92/188基板挤出生产线,主电机110kw,变频调速,整机装机功率230kw;
SJSZ110/200基板挤出生产线,主电机200kw,变频调速,整机装机功率350kw;
SJSP115基板挤出生产线,主电机75kw,变频调速,整机装机功率200kw
3) HJC-12,纵向多片锯,送进电机功率2.2KW,速度10-30米每分钟,主轴电机15KW;

3)DTLS6/06/10D+2G,纵向双端铣,送进电机功率5.5KW,速度40-80米每分钟,第1,2,3工位主轴电机8KW*6,第4,5工位主轴电机5.5KW*4,第六工位安装刮刀系统;

4)DT6/18/10D+2G,横向双端铣,送进电机功率3.7KW,速度20-40米每分钟,第1,2,3工位主轴电机5.5KW*6,第4,5工位主轴电机3KW*4,第六工位安装刮刀系统;

5)GTP5-02,自动套膜封切机,每分钟6-8包;

基材挤出、分切,开槽和包装的速度及产能:
基材挤出产量平均800-1100公斤一个小时;约1.5-3m/min(950-1220mm宽度大板)。
分切开槽整线主要速度及频率:纵向铣60-80m/min,每分钟约60块标准板(标准板为6.2*150*1220,单片面积0.18平米)。
分切工段:每分钟分切8-10块大板,大板锯切成8片小板,合计每分钟有64-80块小板;
开槽工段:纵向双端铣80米的速度,60块标板;横向双端铣速度在30m/min左右。推料钩间距400mm,在30m/min的速度下每分钟可加工75块标准板。
包装工段:套盒、套膜、套膜频率每分钟6-8次。(每盒装标准板10片)


